

聯系電話13973300973



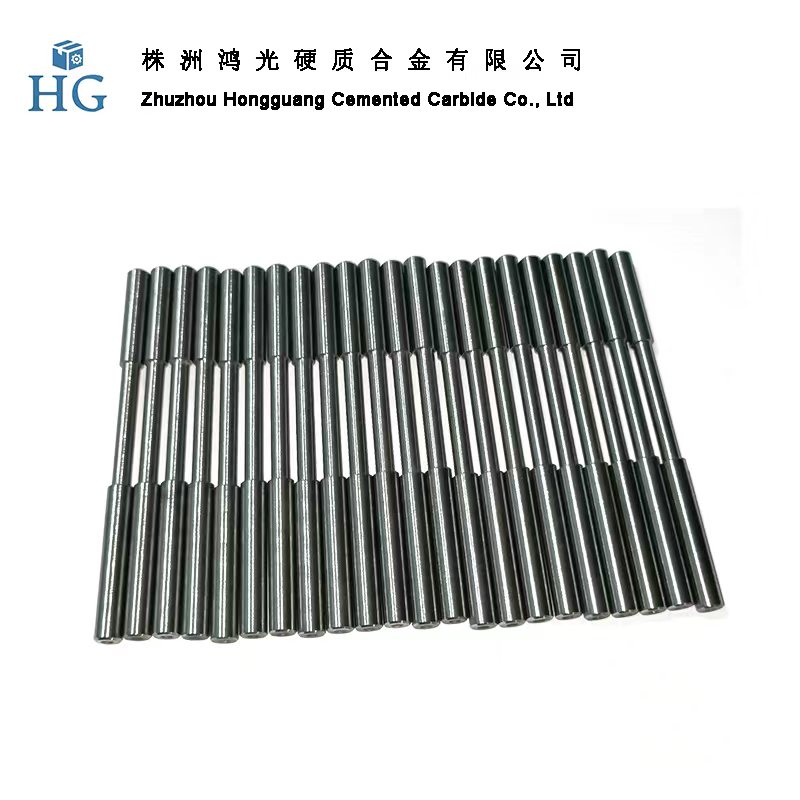
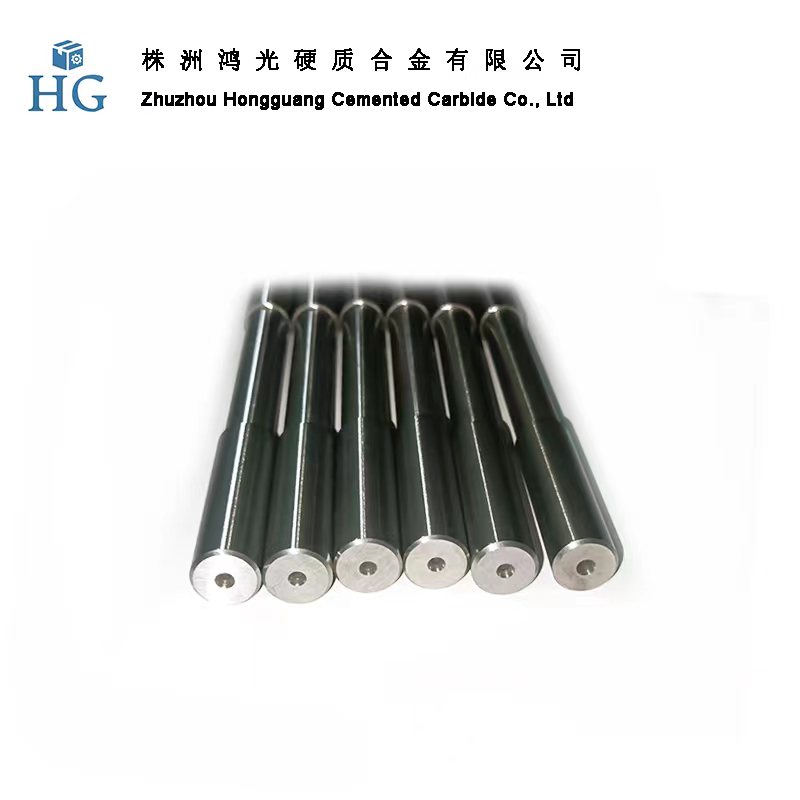
 圓棒廠家
圓棒廠家 湖南圓棒
湖南圓棒聯系我們(內頁)
- 聯系人:袁總
- 電話:13973300973
- 網址:m.kose-kz.com.cn
- 地址:株洲市荷塘區紅旗中路40號第四棟廠房
為了提高硬質合金模具的使用性能,很多廠商都會對其硬質合金模具進行適當加工,那減少硬質合金模具加工缺陷七大措施,你知道株洲硬質合金模具的加工要注意什么嗎?
1、合理選擇和修整砂輪,采用白剛玉的砂輪較好,它的性能硬而脆,且易產生新的切削刃,因此切削力小,磨削熱較小,在粒度上使用中等粒度,如46~60目較好,在砂輪硬度上采用中軟和軟(ZR1、ZR2和R1、R2),即粗粒度、低硬度的砂輪,自勵性好可降低切削熱。
2、合理使用冷卻潤滑液,發揮冷卻、洗滌、潤滑的三大作用,保持冷卻潤滑清潔,從而控制磨削熱在允許范圍內,以防止工件熱變形。改善磨削時的冷卻條件,如采用浸油砂輪或內冷卻砂輪等措施。將切削液引入砂輪的中心,切削液可直接進入磨削區,發揮有效的冷卻作用,防止工件表面燒傷。
3、將熱處理后的淬火應力降低到&低限度,因為淬火應力、網狀碳化組織在磨削力的作用下,組織產生相變極易使工件產生裂紋。對于高精度模具為了消除磨削的殘余應力,在磨削后應進行低溫時效處理以提高韌性。

4、消除磨削應力也可將模具在260~315℃鹽浴中浸1.5min,然后在30℃油中冷卻,這樣硬度可下降1HRC,殘留應力降低40%~65%。
5、對于尺寸公差在0.01mm以內的精密模具的精密磨削要注意環境溫度的影響,要求恒溫磨削。由計算可知,300mm長的鋼件,溫差3℃時,材料有10.8μm左右的變化,(10.8=1.2×3×3,每100mm變形量1.2μm/℃),各精加工工序都需充分考慮這一因素的影響。
6、采用電解磨削加工,改善模具制造精度和表面質量。電解磨削時,砂輪刮除氧化膜:而不是磨削金屬,因而磨削力小,磨削熱也小,不會產生磨削毛刺、裂紋、燒傷等現象,一般表面粗糙度可優于Ra0.16μm;
另外,砂輪的磨損置小,如磨削硬質合金,碳化硅砂輪磨損量大約為磨削掉的硬質合金重量的400%~600%,用電解磨削時,砂輪的磨損量只有硬質合金磨除量的50%~100%。
7、合理選擇磨削用量,采用徑向進給量較小的精磨方法甚至精 細磨削。如適當減少徑向進給量及砂輪速度、增大軸向進給量,使砂輪與工件接觸面積減少,散熱條件得到改善,從而有效地控制表層溫度的提高。
株洲鴻光硬質合金有限公司(m.kose-kz.com.cn)成立于2006年,主營硬質合金,合金模具,耐磨件,硬質合金加工,合金模具加工,硬質合金生產,耐磨件廠家,湖南硬質合金,湖南合金模具,株洲硬質合金,長沙耐磨件,長沙硬質合金生產,株洲合金模具加工,湖南耐磨件廠家等業務,是一家生產硬質合金制品的生產廠家,公司擁有很好的工人隊伍,良 好生產工藝,強大技術力量以及多年豐富的行業經驗。


 微信號:
微信號:
 網站首頁
網站首頁
 添加微信
添加微信
 電話咨詢
電話咨詢